
Mufflon an Damast
Habe mir einen Klingenrohling aus 300 Lagen Kohlenstoffdamast (sogenannter bunter Damast) besorgt. Es handelt sich um eine klassische Jagdmesserklinge mit einer Gesamtlänge von 20 cm und einer Klingenlänge von 10 cm. Die Rückenstärke von beachtlichen 4 mm Stärke verspricht quasi Unzerstörbarkeit.
Die Klinge ist auf 61 HRC gehärtet und steht somit für beste Schnitthaltigkeit.
Intention zu diesem Messer war der Bau eines schnörkellosen, archaisch geprägten Männerwerkzeuges, das allen Widrigkeiten und Unbillen der Natur trotzt.
Als Griffschalen hatte ich mir ein Pärchen vom Mufflonwidder ausgesucht, das aufgrund seiner Hornstruktur beste Griffsicherheit versprach.
Oben rechts im Bild ist ein Griffschalenpärchen aus 12000 Jahre altem Mammutelfenbein zu erkennen, das ich ebenfalls bestellt hatte.
Habe mir einen Klingenrohling aus 300 Lagen Kohlenstoffdamast (sogenannter bunter Damast) besorgt. Es handelt sich um eine klassische Jagdmesserklinge mit einer Gesamtlänge von 20 cm und einer Klingenlänge von 10 cm. Die Rückenstärke von beachtlichen 4 mm Stärke verspricht quasi Unzerstörbarkeit.
Die Klinge ist auf 61 HRC gehärtet und steht somit für beste Schnitthaltigkeit.
Intention zu diesem Messer war der Bau eines schnörkellosen, archaisch geprägten Männerwerkzeuges, das allen Widrigkeiten und Unbillen der Natur trotzt.
Als Griffschalen hatte ich mir ein Pärchen vom Mufflonwidder ausgesucht, das aufgrund seiner Hornstruktur beste Griffsicherheit versprach.
Oben rechts im Bild ist ein Griffschalenpärchen aus 12000 Jahre altem Mammutelfenbein zu erkennen, das ich ebenfalls bestellt hatte.

Die Schalen von mehr als 20 mm Stärke mußten innenseitig erst einmal auf 13 mm abeschliffen werden. Anschließend erfolgte vorsichtiges Abschleifen der Außenstruktur auf ca 10 mm.
Beabsichtigt war, die Hornstruktur dort stärker zu belassen, wo die Finger greifen (das Messer ist für Rechtshänder ausgelegt). Ballenseitig sollte es glatt werden.
Ein Problem bildete die äußerst rauhe Oberfläche, die ein Glazpolieren nicht zuließ. Mit abrasiven Juwelierwerkzeugen glättete ich Furche für Furche solange, bis sich Hochglanz polieren ließ. Im Prinzip kontraproduktiv, da sich hierdurch die Griffsicherheit verringerte; andererseits soll das Messer natürlich auch hygienisch sauber gepflegt werden können.
Beabsichtigt war, die Hornstruktur dort stärker zu belassen, wo die Finger greifen (das Messer ist für Rechtshänder ausgelegt). Ballenseitig sollte es glatt werden.
Ein Problem bildete die äußerst rauhe Oberfläche, die ein Glazpolieren nicht zuließ. Mit abrasiven Juwelierwerkzeugen glättete ich Furche für Furche solange, bis sich Hochglanz polieren ließ. Im Prinzip kontraproduktiv, da sich hierdurch die Griffsicherheit verringerte; andererseits soll das Messer natürlich auch hygienisch sauber gepflegt werden können.

Verbacken der ersten Griffschale mit Epoxydharz Uhu Plus Endfest 300 bei 180 Grad im Backofen. Zur Stabilisierung der Scherkräfte sollten lediglich zwei Nieten (Kupfer/Messing/Edelstahl) gesetzt werden. Die vorgefertigten Löcher von 3 mm mußten auf 3,2 mm aufgebohrt werden.
Alle Bohrer (immerhin zum Stückpreis von 8 €) scheiterten an 61 HRC. Der Stahl wurde noch nicht einmal angekratzt. Im Fachhandel dann Bohrer zum doppelten Preis besorgt (sicherheitshalber noch einen in 6,2 mm für stolze 37 €) und mit niedriger Drehzahl und reichlich Bohröl erfolgreich durchgekommen.
Aufreissen und grobfräsen der zweiten Griffschale.
Alle Bohrer (immerhin zum Stückpreis von 8 €) scheiterten an 61 HRC. Der Stahl wurde noch nicht einmal angekratzt. Im Fachhandel dann Bohrer zum doppelten Preis besorgt (sicherheitshalber noch einen in 6,2 mm für stolze 37 €) und mit niedriger Drehzahl und reichlich Bohröl erfolgreich durchgekommen.
Aufreissen und grobfräsen der zweiten Griffschale.

Habe auf der glatten Ballenseite partiell noch einige Hornstrukturen stehen lassen. Beide Griffschalen haben jetzt durchgängig 10 mm Stärke; macht zusammen mit dem Klingenrücken eine Griffstärke von 24 mm.

Abtragen des überstehenden Hornes bis zum Stahl.

Die Rückenseite mit Artifex Schleifrad vorsichtig angepasst. Immer wieder die Körnung verfeinert zur Vermeidung von Kratzern auf dem Damastrücken.
Für die engen Innenradien montierte ich Schleifbänder auf eine vertikal eingespannte Bohrmaschine. In Staubflugrichtung hatte ich meine Absauganlage montiert.
Für die engen Innenradien montierte ich Schleifbänder auf eine vertikal eingespannte Bohrmaschine. In Staubflugrichtung hatte ich meine Absauganlage montiert.

Deutlich zu sehen, die Bearbeitungsspuren des Schleifrades mit 240er Körnung. Die Kanten der Griffschalen sind noch nicht gebrochen, die Übergänge (Verjüngung) zur Klinge erst angedeutet.

Und fertig.......
Ein archaich anmutendes Männerwerkzeug für jeden Gebrauchszweck.
Gewicht, Schwerpunkt und Haptik sind stimmig.
Ein archaich anmutendes Männerwerkzeug für jeden Gebrauchszweck.
Gewicht, Schwerpunkt und Haptik sind stimmig.
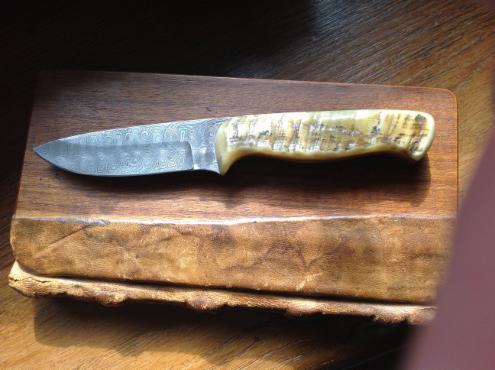
Die glatte Ballenseite hat eine fast durchsichtige Struktur. Hier wirken die beiden Zierpins besonders gut.

Jetzt muss nur noch eine passende Scheide her, die den Charakter des Messers unterstützt. Denke dabei an eine naturbelassene Elchlederscheide mit Kampf-, Dornen- und Insektenspuren.
Hoffnungsthal, im April 2013
Hoffnungsthal, im April 2013

Habe mir von Slava und Mario von Lasergravics den Klingenrücken gravieren lassen -Lasergravics-. Zwischen Hoffnungsthaler und Messerwerkstatt wurde mein Logo eingearbeitet. Sieht im Original deutlich besser aus. Habe gleichzeitig fünf weitere Messer mit meinem Logo versehen lassen.
22. November 2013
Endlich ist die Scheide fertig.
Das Grundmodel hatte ich ursprünglich für mein Moneta Romana gemacht, zu dem ich dann später die Kurzscheide gefertigt habe. Da die Messer von den Maßen her relativ identisch sind, konnte ich die Scheide im Nassformverfahren relativ problemlos an das Mufflon anpassen. Beschreibung des Leders vom schwedischen Hoflieferanten und Fertigungsprozess siehe Bau einer Lederscheide.
22. November 2013
Endlich ist die Scheide fertig.
Das Grundmodel hatte ich ursprünglich für mein Moneta Romana gemacht, zu dem ich dann später die Kurzscheide gefertigt habe. Da die Messer von den Maßen her relativ identisch sind, konnte ich die Scheide im Nassformverfahren relativ problemlos an das Mufflon anpassen. Beschreibung des Leders vom schwedischen Hoflieferanten und Fertigungsprozess siehe Bau einer Lederscheide.
